Сварка полуавтоматом mig/mag в различных пространственных положениях (видео)
Собираем полуавтомат из сварочного инвертора
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе. Электрическую часть инвертора режима ММА ждут доработки.
 Чертеж сварочного полуавтомата
Чертеж сварочного полуавтомата
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
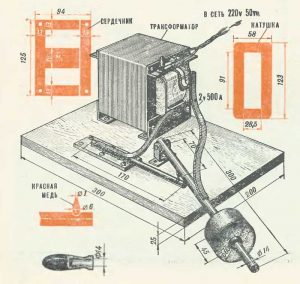
Дроссель
В качестве сердечника понадобится трансформатор лампового телевизора типа ТСА 270-1. Катушки удаляем. Для создания индуктивного зазора к основанию подковообразных элементов клеим текстолитовые прокладки толщиной 1,5 мм.
 Дроссель
Дроссель
Намотка дросселя ведётся на освобождённые катушки. Взамен снятой проволоки укладывается в 2 слоя медная шина по термобумаге. Количество витков обязательно совпадает, оптимально — 15–20. Проводим пропитку бакелитовым лаком. Собираем металлический сердечник. Устанавливаем катушки.
Снизу вход после диодного моста и выход на кабель массы, сверху — последовательное соединение элементов. Случается, что после запуска сглаживающего устройства сила тока снижается. Выход в равном уменьшении количества витков на катушках.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Важность понимания процесса
 Одного понимания обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Одного понимания обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Сварочный полуавтомат — принцип работы
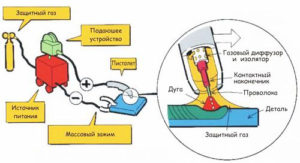
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Популярные производители
В топе лучших сварочных аппаратов, получающих большое число положительных отзывов, несколько производителей.:
- Aurora PRO — универсальные сварочные полуавтоматы российского производства китайских производителей Riland Power Source Technology, легко регулируются, с ними можно работать на слабых и сильных токах.
- Сварог — бытовой сварочный полуавтомат китайской фирмы устойчив к перепадам напряжения. Латвийская Ресанта производит инверторы САИ-220, единственный минус – низкая степень защиты.
- Eurolux – германский производитель. Для гаражей и дач чаще приобретают Eurolux IWM-160 и Eurolux IWM-190.
- FUBAG — немецкая компания, специализируется на выпуске аппаратов для автомобильных концернов. Для кузовных работ выбирают Fubag IR 160, Fubag IR 200.
- Интерскол – у компании самая широкая сеть сервисных центров, лидером продаж остается модель ИСА-200. Инвертор оснащен дополнительными функциями.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Многофункциональные устройства
 Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Некоторые модели инверторных аппаратов типа «Исток» на задней панели имеют клавишу переключения режима работы из ММА в MIG и разъем для управления включением/выключением инвертора. обычно комплектуются еврорукавом длиной 3 м с горелкой на одном конце и разъемом на другом.
Разъем позволяет подавать сварочную проволоку и защитный газ, кроме этого через него проходит кабель для подачи управляющих сигналов на электродвигатель протяжки присадки и подключения газа.
Имеется специальный кабель для подсоединения к инверторному аппарату. Его нужно присоединить к разъему, через который сварочный ток с инвертора поступал на электродержатель. Теперь, в полуавтомате, он будет поступать на MIG горелку.
Второй кабель питает механизм подачи от инвертора, если в нем предусмотрен соответствующий разъем, или от другого маломощного источника постоянного тока 12 В.
Перед работой на газовом баллоне выставляется требуемый расход газа, а на механизме протяжки скорость подачи присадки. На инверторе выставляется сварочный ток, величина которого зависит от толщины свариваемого металла.
Затем приступают к сварке. Как видим, превращение ручной дуговой сварки в полуавтомат не нуждается в переделках, достаточно прикупить недостающее оборудование. Единственный недостаток заключается в том, что инвертор будет с приставкой устройства протяжки.
Устройство протяжки
 В более сложном случае изготовление полуавтомата заключается в переделке инвертора дуговой сварки и создании устройства протяжки из подручных материалов. Если приходилось делать ремонт инверторного аппарата, то можете смело осуществлять реализацию второго варианта.
В более сложном случае изготовление полуавтомата заключается в переделке инвертора дуговой сварки и создании устройства протяжки из подручных материалов. Если приходилось делать ремонт инверторного аппарата, то можете смело осуществлять реализацию второго варианта.
В качестве корпуса для устройства протяжки полуавтомата инверторного типа идеально подойдет системный блок. Он довольно просто открывается, при этом вместительный и прочный.
Это позволит просто регулировать прижим роликов и устанавливать бобину с проволокой. В пользу системного блока и то, что в нем легко сделать отверстия в нужных местах, и имеется встроенный блок питания на 12 Вольт. Он нужен для питания привода протяжки присадки и газового клапана.
Для нужных крепежных деталей необходимо изготовить макеты встраиваемых комплектующих из подручных материалов и примерить внутри бокса. Убедившись в правильности выбранных макетов можно начинать изготовление крепежа.
Катушку для полуавтомата можно купить готовую или сделать самостоятельно. В производстве она очень проста. Диаметр щек должен быть 200 мм, а цилиндр, на который будет наматываться проволока, иметь диаметр 50 мм, чтобы можно было применить в виде оси пластиковую трубу с тем же номиналом.
Для механизма подачи потребуются два прижимных и один направляющий ролик, пружина. В качестве двигателя протяжки возможно применение электродвигателя от дворников. В качестве основания, на котором будут крепиться детали, нужно использовать металлический трехмиллиметровый лист.
В пластине в нужных местах сверлятся отверстия для крепления роликов и вала электродвигателя будущего полуавтомата. Так как один ролик прижимной, то отверстие для него сверлится продолговатой формы.
На него сверху будет давить прижимная пружина, усилие которой регулируется через винт. Ролик и подшипники монтируются с одной стороны пластины, а двигатель с другой. На вал двигателя насаживается подающий ролик.
Получившееся устройство устанавливается внутри системного блока так, чтобы место совмещения роликов и оси разъема MIG горелки находились в одной плоскости. Это предотвратит залом проволоки при протяжке. Для выправления присадки при разматывании перед роликами устанавливается трубка.
Устройство самодельного сварочного полуавтомата
Принцип функционирования инверторного устройства сводится к следующему действию: вначале ток подается на выпрямитель, затем его пульсирующее напряжение сглаживает фильтр, на выходе получается постоянный ток.
Посредством транзисторов, постоянный ток вновь преобразовывается в переменный, но имеет частоту не 50 Гц, а 20 Гц и выше.
За счет этого самодельные сварочные полуавтоматы могут конкурировать с другим подобным типом оборудования.
Но ремонт первых считается трудным, так как в системе задействовано несколько сложных электросхем.
Принципиальная схема сварочного полуавтомата инверторного типа может выглядеть следующим образом.
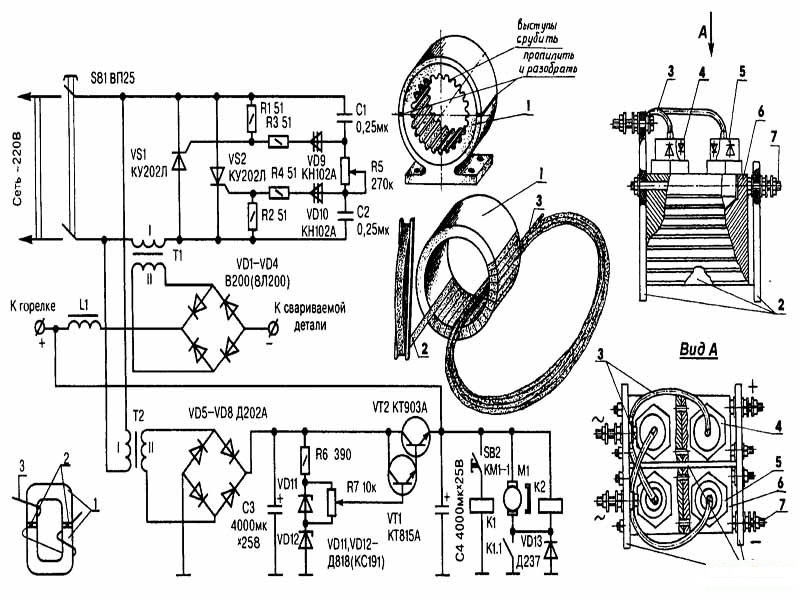
а — дроссель; б — сварочный трансформатор; в — выпрямитель;1 — магнитопроводы; 2 — текстолит (у трансформатора — изоляционная лента); 3 — провод или шина; 4 — диод ВЛ200 (2 шт.); 5 — диод В200 (2 шт.); 6 — секция из сдвоенных радиаторов (2 шт.); 7 — шпилька с гайками и шайбами (4 компл.)
Так как принцип функционирования инвертора основывается на изменении переменного тока, а не на применении частотного преобразователя ЭДС, устройство сварочного полуавтомата получает компактные размеры и легкий вес.
Но чтобы впоследствии сделать его ремонт, нужно обладать электротехническими знаниями, что и подтверждает схема сварочного полуавтомата.
Если электрическая сварка, выдающая ток в 160 Ампер, может весить до 19 кг, то инвертор с подобными техническими свойствами будет иметь массу вполовину меньше, и выдавать ток до 250 Ампер.
Как простое инверторное устройство, так и сварочный полуавтомат можно сделать самому.
Комплектуется сварочный инверторный полуавтомат, помимо источника питания: горелкой, устройством для подачи проволоки, гибким шлангом для подачи проволоки и подачи газа под давлением.
Сильно нагревается сварочный полуавтомат
Устройство горелки полуавтомата.
Чаще всего такие нарушения происходят от несоблюдения правил эксплуатации – установка сварочного тока превышает допустимые нормы, применяются слишком большие электроды, а также нарушается продолжительность работы (без необходимого перерыва) сварочного аппарата. Если возникли такие проблемы, требуется соблюдение режима, допустимого для этого устройства, а также охлаждать аппарат, делая перерыв в работе.
Чрезмерный перегрев приводит к замыканиям витков обмотки катушек – это последствия горения изоляционного слоя, который приводит даже к задымлению. Это считается самой серьезной поломкой, при которой аппарат может сгореть. Если это случилось, то необходимо провести восстановление изолирующего слоя проводки в катушках, но, бывает, что не обойтись без полной перемотки. При произведении перемотки должен использоваться провод предыдущего сечения и с таким же количеством витков.
А если маленький показатель сварочного тока? Эти неисправности связаны с понижением напряжения сетей питания или поломкой регулятора, подающего ток к аппарату.
Регуляторы в каждых моделях имеют разную модификацию. Проблемы чаще всего происходят в винтах регулятора, в зажимных элементах, при неравномерной подвижности вторичных катушек, если замкнула дроссельная катушка, а также при проникновении мусора или инородных предметов. В этом случае должен сниматься кожух и необходимо провести исследование всех механизмов регулирования.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Видео:
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
Видео:
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
 Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Транс или инвертор
Рассмотрим плюсы и минусы трансформаторного и инверторного сварочного оборудования. Преимущества и недостатки каждого из них, помогут вам определится с выбором.

Трансформаторный полуавтомат имеет на передней панели простые регулировки:
- скорость подачи проволоки;
- мощность — 1, 2, 3 и т.д. это ступени переключения по ним сварщик ориентируется на толщину металла. Например для сварки металла 3 мм, выставляют на аппарате 4 или 5 (у каждого свои настройки);
- многие трансформаторы имеют пуско-зарядное устройство (удобная функция для авто).
Транс состоит из трансформатора, диодов для выпрямления напряжения, резисторов и тиристоров, механизма подачи проволоки.
Минусы трансформаторных полуавтоматов:
- большие габариты и вес;
- чувствительны к просадке напряжения в сети. Например, при понижении напряжения, сварщик добавляет мощность на аппарате и продолжает работу. При повышении напряжения, мы получаем прожог металла;
- кушают напряжение, просаживая сеть, по улице моргает свет у всех (соседи выражают недовольство).
Плюсы:
- спалить трансформатор тяжело, нужно очень постараться.
- не боится пыли, влаги, температуры. Можно варить круглый год.
Инверторный сварочный полуавтомат для кузовных работ
Минусы:
- нет пуско-зарядного устройства;
- электроплаты собирают пыль, что уменьшает долговечность аппарата;
- много деталей, любая может выйти из строя;
- инвертор отказывается работать при минусовых температурах.
Плюсы:
- плавная регулировка мощности с цифровым дисплеем;
- качественный шов, аппарат сглаживает скачки напряжения;
- небольшой вес;
- варит при пониженном напряжении и длинном удлинителе;
- экономно расходует электроэнергию;
- более высокий КПД по сравнению с трансформатором.
Видео:
Полезные рекомендации
Итак, вы определились с выбором
На что ещё обратить внимание, при покупке полуавтомата для гаража:
- Горелка самая изнашиваемая часть, она должна сниматься, иметь евроразьем. Встроенная горелка рассчитана на максимальный ток 130 А.
- Возможность замены полярности. На массе плюс, на горелке минус для сварки с помощью порошковой проволоки, без баллона углекислоты. Порошковая проволока с наполнителем внутри, требует обратной полярности.
Клемма минусового зажима с завода идет с пружиной, её лучше заменить. Купите клемму, где две части соединены специальной шиной. Так вы уменьшите падение тока и потерю упругости пружины.

Итак, какой сварочный полуавтомат выбрать для ремонта автомобиля? Владельцы трансформаторов утверждают, что лучше их оборудования ничего нет, а обладатели инверторов говорят обратное. Выбор за вами!
Видео:
Как варить кузовной металл
Каждый автослесарь подбирает настройки оборудования под себя. Например, для 1 мм советского металла и 0.7 мм иномарочного на трансформаторном аппарате выставляют мощность на 1 или 2. Подачу проволоки в среднее значение. Давление с баллона на полуавтомат 0.1 МПа.
Перед работой, металл автомобиля очищается от краски, грунта и ржавчины. Выставляется нормальная подача проволоки:
- При низкой подаче, шов получается плохой.
- При максимальной подаче, шов похож на бугор, идет перерасход проволоки.
- Оптимальное значение выхода проволоки из горелки до сварочной поверхности 1 см.
Видео:
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Как выбрать полуавтомат для гаражной автомастерской
Рекомендуется обращать внимание на некоторые нюансы при подборе модели оборудования:
- значения тока 220 В, 150 А;
- длина горелки до 3 м;
- размер проволоки: 0,6–0,8 мм;
- подающее устройство двухроликовое.
Важно, чтобы была возможность сменить полярность зажимов, это необходимо при работе с порошковой проволокой. Зажимная клемма с шинным зажимом надежнее, пружинная быстро выходит из строя
Лучше выбирать полуавтоматический сварочный аппарат с пуско-зарядным устройством. Инверторный аналог для полуавтоматической сварки современнее трансформаторного, оснащен дополнительными удобными опциями, плавными регуляторами.
https://youtube.com/watch?v=rlh1dDY5Jdk
Критерии выбора
Для дома или дачи выбрать лучше оборудование средней мощности для сварки деталей до 4 мм. Решая, что лучше: инвертор или полуавтомат, стоит учитывать, где придется работать: в помещении или на улице. Полуавтоматический аппарат устойчиво работает только в помещениях, инвертор в этом плане универсален.
Качество сварного соединения зависит от квалификации сварщика, правильности выбора присадки, настройки сварочного аппарата. Возможности полуавтомата шире, при использовании аргона или углекислого газа снижается риск образования дефектов в сварном шве. От электродов с обмазкой возможны шлаковые включения в диффузном слое.
Выбираем сварочный полуавтомат: на что обратить внимание
Тип сварочного аппарата. Полуавтоматы могут быть одного из трёх типов:
- трансформаторные — большие и тяжёлые, но довольно простые по конструкции и в эксплуатации. Их отличает не слишком аккуратная работа и склонность к разбрызгиванию металла — всё дело в переменном токе;
- выпрямительные — качество сварки у таких моделей повыше, но из-за того, что к трансформаторной конструкции здесь прибавлен ещё и выпрямитель, они сложнее и больше склонны к поломкам, чем модели предыдущего типа;
- инверторные — наиболее современные типы сварочных аппаратов: относительно лёгкие, компактные и нетребовательные ни к условиям работы, ни к подаваемому напряжению. Именно инвертор — лучший выбор для бытового использования.
Тип сварки. Обычно используют следующие виды сварки:
- MIG/MAG — сварка проволокой в активном или инертном газе: обеспечивает высокое качество сварки, но требует использования баллона с газом.
- FCAW — вариант безгазовой сварки специальной флюсовой проволокой — это неплохой выбор для любителей, но стоит такая проволока очень дорого, а результат сварки получается довольно посредственным в сравнении с другими методами;
- MMA — ручная дуговая сварка при помощи электрода, покрытого слоем флюса: классический вариант, очень эффективный, хотя и не такой удобный, как работа с проволокой;
- TIG — аргонодуговая сварка многоразовыми вольфрамовыми электродами: довольно сложная и медленная, но очень гибкая технология, обеспечивающая результат высокого качества в самых разных условиях.
Назначение аппарата. С некоторой долей условности сварочные полуавтоматы можно разделить на бытовые, полупрофессиональные и профессиональные. Первые — проще, дешевле и не рассчитаны на длительную эксплуатацию: обычно они остывают дольше, чем работают. Последние — напротив, предназначены для того, чтобы варить самые сложные соединения по 8-10 часов без перерыва, но за такую производительность и платить приходится соответственно. Полупрофессиональные модели находятся где-то посередине между этими двумя полюсами.
Мощность. Она показывает, сколько тока потребляет сварочный аппарат, и косвенно позволяет говорить о его производительности. Для домашнего использования достаточно полуавтомата мощностью 3-5 киловатт.
Фазность. Полуавтоматы могут быть одно- или трёхфазными. Первые работают от обычной бытовой электросети с напряжением 220 вольт. Это просто и удобно, однако возможности таких приборов ограничены возможностями этой самой сети: большой силы тока от них можно не ждать. Вторые работают от напряжения 380 вольт и способны решать самые сложные задачи, но и требуют специального питания — это промышленные и профессиональные модели, возможности которых в быту будут явно излишни.
Сила тока, толщина сварки и толщина проволоки. Чем выше сила сварочного тока, тем более толстый металл способен проварить аппарат и тем более толстая проволока ему нужна. Скажем, для сварки миллиметрового металла хватит 40-100 ампер и проволоки толщиной 0,6 мм, для 2-миллиметрового металла понадобится уже проволока толщиной в 1 миллиметр и 150-200 ампер, а металл толщиной в 10-20 миллиметр нужно варить проволокой в 1,6 мм с силой тока вплоть до 500 ампер.





