Ремонт паяльника для полипропиленовых труб своими руками, обзор и устройство аппарата
Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
- углы;
- тройники;
- отводы.
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью фитинга;
- применяются специальные нагревательные детали;
- происходит охлаждение элементов в собранном виде.
По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу — В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла — Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.

После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
- https://montagtrub.ru/payka-polipropilenovyih-trub-v-trudnodostupnyih-mestah-sovetyi-rekomendatsii-spetsialista/
- https://trubyda.ru/pajka/trub-v-trudnodostupnyh-mestah
- https://iseptick.ru/truby-i-fitingi/polipropilenovye-truby/kak-payat-polipropilenovye-truby.html
- https://infotruby.ru/polipropilenovye/pajka-trub-v-trudnodostupnyh-mestah
- https://vodatyt.ru/plastikovye-truby/remont-v-trudnom-meste.html
Монтаж полипропиленовых труб
Перед монтажом трубопровода, разметьте места его крепления, установите фиксаторы – эта операция выполняется до пайки полипропиленовых труб.
Подготовьте спаиваемые детали:
- Труба отрезается всегда с запасом на зоны пайки (см. таблицу) для конкретного участка. Детали никогда не нарезаются все сразу. В ходе работы всегда накапливается погрешность измерений. При соблюдении размеров вы сильно не отклонитесь от запланированных габаритов, но накопить 1…2 лишних сантиметра (как в минус, так и в плюс) можете. Желательно делать запас и на случай местных отклонений: при пайке конфигурация системы может изменяться, из-за чего меняются размеры спаиваемой конструкции.
- Подготовленные детали зачищают.
- На детали наносят метки: отмечают глубину спайки на трубе (насколько труба войдет в фитинг) и ось соединения – горизонтальные метки на обоих элементах, которые должны совпасть при установке. Всегда размечайте детали – это значительно упрощает работу, особенно при монтаже сложных конструкций с множеством поворотов.
Как паять полипропиленовые трубы:
- Оденьте рукавицы.
- На разогретый паяльник одновременно устанавливаются оба элемента соединения и разогреваются определенное время.
- После разогрева детали снимают с накладок и соединяют по меткам, вставляя одна в другую. После снятия нагретых частей с паяльника на соединение и фиксацию у вас есть 1-2 секунды. Работайте уверенно и аккуратно, чтобы не обжечься (см. п.1).
- Далее необходимо выдержать соединение до его застывания (время – см. таблицу).
- Дальнейшая пайка с только что сваренным участком возможна после остывания узла. Если не выдержать время охлаждения, то возможна деформация ранее спаянных деталей.
| Диаметр трубы наружный, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Зона спайки: расстояние от края детали (паяльной накладки) до метки, мм. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Время нагрева деталей, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время выдержки соединения, с | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Время охлаждения (для пайки рядом расположенного соединения), мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
Технология пайки
Для получения хорошего результата при работе паяльником необходимо придерживаться простых правил:
Трубы необходимо отрезать в размер строго под прямым углом к продольной оси. Для этого используются специальные ножницы. Очень часто такие ножницы входят в пластиковых труб.
Торцы труб необходимо обработать, сняв с них небольшие фаски и удалив заусенцы.
Далее полипропиленовые трубы и фитинги одновременно вставляются в насадку разогретого, готового к работе паяльника и удерживаются в таком положении некоторое время.
Время разогрева элементов для каждого диаметра должно быть указано в инструкции по эксплуатации каждого конкретного прибора, и оно должно соблюдаться.
Сокращение этого параметра ведет к недостаточному разогреву деталей и, соответственно, низкой прочности будущего стыка. Увеличение ведет к сильному разогреву, в результате при соединении может значительно уменьшится внутренний диаметр трубы на стыке, изменив параметры всего трубопровода.
После нагрева элементы вынимают из паяльника и соединяют. В течение пяти-шести секунд не допускается их сдвиг относительно друг друга. Нельзя вращать полипропиленовую трубу, вставляя ее в фитинги, пытаясь облегчить процесс.
Через одну-две минуты стык уже можно эксплуатировать.
Для монтажа на стены служат полипропиленовые или металлические кронштейны, которые заранее устанавливают на место. Крепление их может осуществляться при помощи дюбелей или дюбель-гвоздей, для чего применяется перфоратор или монтажный пистолет. Собранный трубопровод не нуждается в покраске или защите какими-либо средствами.
Как выбрать паяльник?
Профессионалам важна универсальность и мощность инструмента. Любители нуждаются в недорогом изделии, способном спаять всего пару-тройку типоразмеров полипропиленовых труб. Общие правила выбора инструмента основаны на внимательном изучении следующих характеристик инструмента.
Мощность паяльника для полипропиленовых труб
Стандартные нагреватели, с минимально возможной мощностью в 1,5 КВт, пригодны для соединения труб диаметром до 50 миллиметров. И если пользователю интересны более существенные габариты, то он должен приобрести действительно мощный паяльник, потребляющий около 1,7-2 КВт.
труб диаметром до 50 миллиметров. И если пользователю интересны более существенные габариты, то он должен приобрести действительно мощный паяльник, потребляющий около 1,7-2 КВт.
Поэтому необходимо уделить внимание не только мощности, но и следующему критерию – размеру насадок
Количество и габариты насадок
Этот критерий выбора следует рассматривать только с одной точки зрения: чем больше, тем лучше. То есть, чем больше насадок способен принять нагревательный элемент, тем лучше паяльник. И, соответственно, чем больше калибр этих насадок, тем, опять же таки, лучше инструмент. Правда, чем больше калибр насадки, тем выше цена паяльника для пропиленовых труб. Поэтому сторонников оправданной эффективности заинтересуют менее универсальные инструменты.
Родина производителя паяльника
Разумеется, этот критерий не относится к основным факторам, влияющим на решение покупателя. Но выбирать паяльники для труб полипропиленовых или полиэтиленовых по стране-производителю, все же, можно.
Ведь всем давно известно и качество, и сроки эксплуатации китайских изделий. Такой «паяльник» можно приобрести лишь на разовую операцию. Да и то нет никакой гарантии, что пайка труб будет завершена лишь одним инструментом. Хотя, справедливости ради, следует отметить, что у китайских друзей, все же, начали получаться вполне приличные инструменты, изготовляемые для «внутреннего» потребителя.
А вот чешские паяльники для полипропиленовых труб практически близки к идеалу. Причем назвать этот инструмент абсолютно идеальным решением не позволяет только один фактор – цена такого приобретения. Поэтому, если вы не собираетесь зарабатывать монтажом полипропиленовых труб, то обойдите такие инструменты стороной.
Ну, а если вы занимаетесь сантехникой профессионально, то ваш паяльник должен быть только чешским. Ведь у таких инструментов не только хорошее качество, но и максимально возможная комплектация.
 Сторонникам тратить деньги с умом, без сомнения понравятся турецкие паяльники. Ведь наши южные соседи делают достаточно неплохой продукт, стоимость которого полностью соответствует качеству инструмента.
Сторонникам тратить деньги с умом, без сомнения понравятся турецкие паяльники. Ведь наши южные соседи делают достаточно неплохой продукт, стоимость которого полностью соответствует качеству инструмента.
Например, хорошим примером качественного турецкого инструмента является паяльник «Кобра» для полипропиленовых труб и изделий из полиэтилена. Этот паяльник поставляется в виде готового комплекта «на все случаи жизни», в который входит не только сварочный инструмент, но и труборез, и комплект насадок.
Кстати, успешность процесса сварки труб зависит не только от характеристик паяльника, но и от качества нагревательных насадок. Поэтому эти детали следует выбирать с такой же тщательностью, как и основной инструмент.
Как выбрать паяльник для полипропиленовых труб и другие инструменты
- Для небольшого объема работ (ремонт своими руками) можно покупать самые дешевые паяльники – их вполне хватает на 2…3 пайки. Тефлоновые накладки для разогрева деталей лучше брать качественные.
- Для профессионального использования дешевая модель не подойдет. При больших объемах пайки требуется только профессиональный сварочный аппарат с большим набором качественных накладок.
- Ножницы. Профессиональные ножницы обеспечивают почти ровный перпендикулярный срез, но стоят дорого. Их лучше приобрести для труб диаметром от 40 мм, пайка которых требует максимального соблюдения размеров и качества в целом. Простые недорогие ножницы практически никогда не дают идеальную плоскость – при их использовании труба режется под углом 10°…15° относительно идеального среза. Для небольших диаметров это не страшно: трубы с малым диаметром и тонкой стенкой достаточно хорошо прогреваются, отклонение на пайку не влияет.
- Инструмент для зачистки. Профессиональный сантехник должен иметь его обязательно. Домашний мастер, который паяет пластиковые трубы максимум до 25 мм в диаметре, может без нее обойтись.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Мнение эксперта
Виктор Каплоухий
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые – техника, технологии и строительство.
Очень часто качество паяного соединения напрямую зависит от пригодности и состояния рабочего инструмента. Так, резать полипропиленовые трубы лучше всего специально предназначенными для этого ножницами. Они должны быть хорошо заточены, иначе материал во время резки будет сминаться и деформироваться. Впоследствии это проявит себя в невозможности быстро совместить детали после нагревания. Срез должен быть ровным, под углом 90 градусов, иначе при стыковке торцы труб будут сориентированы в разных плоскостях. Впоследствии такая оплошность проявится в виде некрасивого криволинейного участка. И если с отсутствием эстетики ещё можно как-то смириться, то невозможность уложить ветку в штробу можно устранить лишь полной переделкой узла.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Рекомендуем ознакомиться: Замена старых труб на полипропилен своими силами
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Технология пайки
Чтобы изготовить качественный трубопровод и избежать возможных ошибок, достаточно следовать несложной инструкции по пайке полипропиленовых труб.

Перед работой аппарат для пайки необходимо разогреть до устанавливаемой регулятором температуры, предварительно установив на рабочем органе паяльника необходимые насадки. Они должны быть чистыми, без пригоревшего материала.
Если предстоит пайка горизонтального участка, аппарат можно установить на специальный штатив, который практически всегда поставляется в комплекте с инструментом. Если же предстоит припаять изделие в труднодоступном месте или соединять две трубы, уже установленные вертикально, паяльник придется держать руками. В этом случае для выполнения работ может потребоваться помощник.
Сам процесс пайки несложен. Необходимо подготовленные концы труб разогреть при помощи насадок. Соединение осуществляется за счет расплавленного и затем застывшего материала труб. Одна из них, меньшего диаметра, вставляется в другую или в фитинг большего диаметра. Соответственно, колодки на паяльнике тоже изготовлены парами. Одна колодка должна нагревать внутреннюю поверхность изделия большего диаметра, другая колодка должна нагревать наружную поверхность трубы меньшего диаметра. Два изделия одновременно разогреваются и после этого снимаются с насадок и стыкуются.

Время, затрачиваемое на разогрев, не должно быть слишком велико, иначе при пайке может произойти уменьшение внутреннего диаметра трубы за счет оплавления внутренней поверхности фитинга. Значение времени, необходимого для разогрева, должно быть указано для каждого вида и диаметра труб в руководстве по эксплуатации прибора для пайки.
Таблица. Основные параметры пайки
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: 1. При пайке тонкостенных труб PN10 время прогрева трубы сокращается вдвое, но период нагрева муфты остается таким же. 2. При температуре ниже +5°С срок прогрева увеличивают на 50%. |
После соединения двух труб необходимо примерно в течение одной минуты обеспечить их полную неподвижность, пока материал не остынет и не наберет необходимую прочность. Запрещается ускорять процесс остывания обдувом или смачиванием соединения. Чем дольше и с меньшей интенсивностью будет происходить остывание, тем прочнее будет стык, а соединение качественнее.
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 90 0 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0
При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами. Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части
Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева
Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей
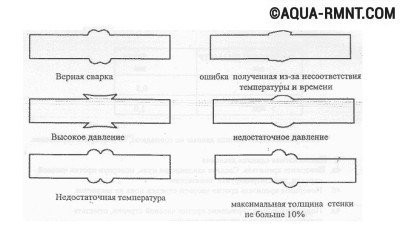
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа





