Конструктивные узлы деревянных корпусов катера или мотолодки
КОНСТРУКТОРСКАЯ ПОДГОТОВКА
В период конструкторской подготовки производства разрабатывают проект судна. Разработку проекта корабля, как правило, проводят в четыре этапа:
1. Техническое предложение
Техническое предложение содержит: схемы общего расположения судна, мидель-шпангоута, расположения механизмов в машинном отделении, расположения специальных устройств и эксплуатационно-экономический расчет.
2. Эскизный проект
Эскизный проект содержит чертежи общего расположения судна, теоретический чертеж, конструктивный мидель-шпангоут, расчеты весовой нагрузки.
3. Технический проект
Технический проект содержит: договорную документацию (чертежи общего расположения судна, спецификации по общесудовой, корпусной и механической части, системам и электрооборудованию), проектную документацию (чертежи по общесудовой и корпусной части), чертежи по механической части (установка главных двигателей и валопровода и схемы трубопроводов), чертежи общесудовых систем, чертежи электрооборудования, расчеты прочности по теории корабля, весовой нагрузки.
4. Рабочий проект
Рабочий проект содержит: рабочие чертежи и всю технологическую документацию, объем которой устанавливает предприятие-судостроитель в зависимости от степени подготовленности производства, от типа и размерений судна, размера серии и прочих данных. В состав рабочего проекта входят разрабатываемые вновь, а также типовые, обезличенные и нормализованные чертежи.
При конструкторской подготовке производства осуществляется унификация оборудования и материалов, решаются вопросы о технологичности конструкций и ремонтопригодности судна, обосновывается метод его постройки и производится разбивка корпуса на секции. Существует несколько способов сборки корпуса судна на стапеле: подетальный, секционный и блочный.
При подетальном способе предусматривается сборка корпуса на стапеле из отдельных деталей. Производственный цикл стапельной сборки корпуса судна в этом случае очень длительный. Сокращают его применением секционного и особенно блочного способов, обеспечивающих: расчленение процесса сборки на предварительную и стапельную; перенос значительной части корпусосборочных работ в цех; применение автоматической и полуавтоматической сварки; установку оборудования в секции и блоки.
При секционном способе формируют корпус на стапеле преимущественно из предварительно собранных плоскостных, полуобъемных или объемных секций. Плоскостные секции состоят из полотнища плоского или с прогибью не больше меньшего размера секции в плане с приваренным к нему с одной стороны набором одного или двух направлений. Полуобъемными называют такие секции, у которых стрелка прогиба полотнища меньше размера секции в плане. Объемными считают такие секции, высота балок набора которых превышает меньший размер секции в плане.
При блочном способе корпус судна на стапеле собирают из блоков судна или блоков секций. Блок представляет собой часть корпуса судна, по возможности ограниченную конструкциями, образующими замкнутые отсеки, с установленными механизмами, трубопроводами, изоляцией. Его собирают из плоскостных секций днища, бортов, палубы и переборок, полуобъемных и объемных секций. При разбивке корпуса на секции учитывают производственные, конструктивные и технологические факторы.
ИЗГОТОВЛЕНИЕ КОРПУСНЫХ ДЕТАЛЕЙ

Все корпусные детали разбиты на группы по принципу однородности операций. За основу классификации принимают обычно следующие признаки:
толщину исходного материала;
конфигурацию контура деталей;
наличие и вид погиби;
наличие вырезов и отверстий;
наличие разделки кромок под сварку;
Существуют различные классификаторы корпусных деталей, согласно которых все корпусные детали разбиты на типовые классы и группы. В зависимости от конкретных условий некоторые группы могут быть объединены. На основе принятой разбивки определяют маршрутную технологию обработки деталей и выбирают необходимое оборудование. Весь листовой и профильный металл, применяемый при постройке судов, должен иметь ровную поверхность, так как неровности затрудняют выполнение разметки и резки деталей, а также сборки и сварки корпусных конструкций. Стрелки прогиба листов толщиной 1,5-5 мм не должны превышать 3 мм на метр длины, а у листов толщиной 6-18 мм допускаются до 2,5 мм на метр длины. Профили не должны иметь отклонений от прямолинейности более 2 мм на один метр и более 8 мм на всю длину полосы.
Однако, поступающий на заводы листовой и профильный металл, из-за наличия внутренних напряжений, вызванных неравномерностью охлаждения при прокатке, а также вследствие механических воздействий при транспортировке и погрузочно-разгрузочных работах, как правило, бывает неровным, листы имеют волнистость по длине, местные выпуклости и серповидную кривизну, а профили – винтообразную кривизну и волнистость. Листы и профили, волнистость которых превышает допустимую, правят. У деформированных листов и профилей одна часть волокон вытянута, а другая укорочена, и правка их сводится к выравниванию волокон по длине за счет сжатия вытянутых или растяжения укороченных. Так как растянуть волокна проще, чем сжать, правка листов и профилей основана на принципе растяжения волокон.
Правку выполняют вручную на плите ударами кувалд главным образом профильного металла или механизированными методами, самым распространенным из которых является правка на многовалковых листоправильных вальцах.
Сильно деформированные листы из тонколистовой стали правят на более толстом подкладном листе. Иногда ИСПОЛЬЗУЮТ одновременно подкладной лист и полосовые прокладки. Технология правки листов в листоправильных вальцах регулярно совершенствуется.
РАЗБИВКА КОРПУСА СУДНА НА ПЛАЗЕ
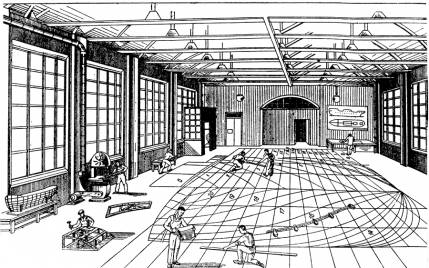
Конструкторские бюро обычно выполняют чертежи корпусов судов в масштабе 1:25, 1:50 или 1:100. При изготовлении деталей и конструкций корпуса по таким чертежам неизбежны масштабные ошибки. Кроме того, эти чертежи не всегда содержат все данные, необходимые для определения точной формы и размеров деталей и конструкций, так как, например, теоретические чертежи выполняют лишь по части сечения шпангоутов, ватерлиний и батоксов. Поэтому на плазе предприятия вычерчивают теоретический чертеж корпуса судна в натуральную величину в трех проекциях. Используя такой чертеж, снимают плазовые данные, заносят их в таблицы, вычерчивают эскизы или изготовляют необходимую оснастку для выполнения корпуснозаготовительных, корпусносборочных и других работ. Плазовые работы – ответственная операция. Недостаточная точность их выполнения может привести к браку.
Плаз представляет собой помещение со специально подготовленным ровным полом, обычно набранным из деревянных квадратных брусков или уложенных на ребро досок, которые чисто строгают, выверяют по шергеню во всех направлениях, грунтуют, шпаклюют и окрашивают масляной краской серого цвета. Плаз должен иметь хорошее естественное и искусственное освещение, и в нем должны поддерживаться постоянные температура и влажность. При разбивке корпуса судна на плазе используют теоретический чертеж корпуса, таблицу плановых ординат, чертеж растяжки наружной обшивки, схему разбивки корпуса на секции и рабочие чертежи секций.
Популярные модели
На слуху у каждого опытного владельца катеров такие известные марки, как “Прогресс”, “Обь”, “Казанка”. Все они пришли в современный мир рыболова и туриста из эпохи социализма. Но, благодаря новациям и оснащению современными оперативными устройствами, встали в один ряд с новейшими модификациями, такими как “Fishline” и “Николь”.
Основные характеристики лодок “Николь”, цены
Производятся лодки “Николь” на предприятии “Марлин”, г. Саратов. Все модификации данных водного транспорта изготовлены из алюминия, адаптированного к морской воде. Особый метод клепания соединительных швов и использование, в производстве, особостойкого герметика, продлевают жизнь и время эксплуатации плавсредства.
Все они оснащены устройством для подвесного мотора. Модели разработаны с учетом удобства и комфорта для хозяев. Размеры этих лодок позволяют совершать многодневные речные круизы большой компанией или семьей, не используя палатку или кемпинг для ночевки.
Цены на лодки николь варьируются в пределах от 180 000 руб. до 250 000 руб. и выше.
“Николь-Классик”
Некоторые владельцы “Николь-классик” называют его в шутку “автомобиль на воде”, благодаря значительным размерам и вместительности. А еще способностью развивать скорость до 50 км/ч.

Основные характеристики:
- вместимость – 6 человек;
- длина – 630 см;
- ширина – 230 см;
- бак – 100 л.;
- масса – 480 кг.;
- осадка – 0,4 м.;
- двигатель 90/140 л/с.
Комплектующие: ветровое стекло, боковые стекла, носовые рейлинги из нержавеющей стали – 2 шт., кормовая лестница (нерж.), рым-утки – 3 шт., тентовые дуги. Цена: 270 000 руб.
Алюминиевые лодки Fishline, цены
Алюминиевые лодки Fishline производятся российской компанией “Петрокаб”, в Ленинградской области. Характерная особенность этих плавсредств в том, что такую лодку можно сделать на заказ. С учетом пожеланий покупателя, производители доукомплектуют катер дополнительными навигационными приборами и зададут параметры, требуемые заказчиком.
В производстве корпуса и днища лодки используется толстый листовой алюминий 4 мм. Каркас оснащен дополнительными отсеками и переборками, которые усиливают жесткость и устойчивость катера. Вместимость лодок Fishline – это 4 человека. Прекрасный вариант для прогулок и путешествий с компанией. Цены на лодки “Фишлайн” колеблются от 230 000 руб. до 270 000 руб.
Лодки Fishline 470
Базовая конструкция “Фишлайн 470” предусматривает наличие жесткого корпуса, из прочного алюминия, адаптированного для морской соленой воды, имеющий высокие износостойкие и антикоррозийные характеристики. Оснащена двумя ветровыми стеклами из высокопрочного органического стекла. Имеет два мягких передних сиденья из кожзаменителя, а также дополнительные приспособления, встроенные во внутреннюю поверхность катера.

Основные характеристики:
- вид лодки – моторная;
- вместимость – 5 человек;
- длина – 470 см.;
- ширина – 172 см.;
- масса – 260 кг.;
- масса груза – 450 кг.;
- высота борта – 80 см.;
- материал – металл.
Производитель: Россия, г. Санкт-Петербург. Цена: 234 000 руб.
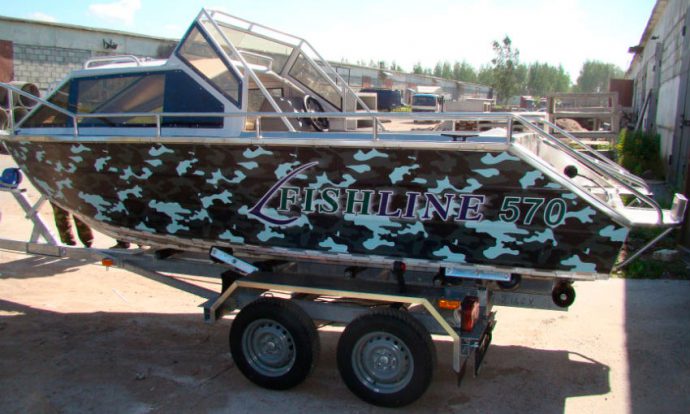
Лодки “Fishline 570”
Интересная инновационная модель, разработанная с учетом потребностей покупателя. Может быть использована, как для рыбалки, так и для дайвинга. Все дополнительные функции и дополнения монтируются по индивидуальному заказу. Дополнены внутренней обшивкой ковролином и функциональными ящиками.

Основные характеристики:
- вид лодки – моторная;
- вместимость – 6 человек;
- длина – 570 см;
- ширина – 220 см;
- осадка – 0,35 м;
- масса – 540 кг;
- бак – 150 л;
- двигатель – 115 л/с;
- высота борта – 0,8 м;
- материал – металл..
Производитель: Россия, г. Санкт-Петербург. Цена: 480 000 – 520 000 руб.
Цена алюминиевой лодки “Fishline 570” зависит от компоновки рубки или полурубки, с учетом затрат материала и сложности работы по доукомплектовки.
Несомненно, что отдых на моторных лодках – это особые ощущения и впечатления. Для того чтобы он не был испорчен и омрачен непредвиденными поломками, выбирайте такой вид плавсредства, который будет отвечать не только вашим личным потребностям, но и желаниям близких.
Не стоит экономить при выборе модели рубки и общих габаритов. Заранее обозначенные дополнения выйдут вам дешевле у производителя, чем при обращении в соответствующие сервисные службы. Учитывая советы данного руководства, выбирайте модель “с умом”.
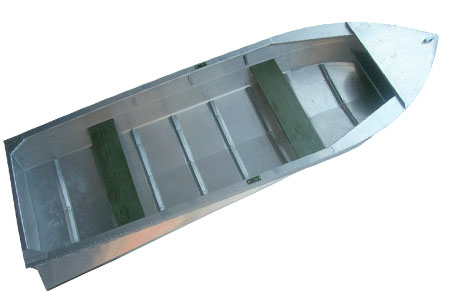
Недорогие российские алюминиевые лодки
Российские производители лодок и катеров взяли на вооружение опыт своих зарубежных коллег, максимально приблизившись к технологиям и качеству производства.
Особые методы штамповки и клепания металла, его обработка на нулевом цикле и изящный дизайн на выходе, сделали отечественные алюминиевые лодки конкурентноспособными. Но в отличии от импортных плавсредств, местный товар представлен демократичными ценами, доступными для любого покупателя.
В среде любителей водного туризма и рыбной ловли очень популярны такие модели эконом-класса, как “Вятка Профи”, “Вятка Вариант”, “Вятка Шило”, “Малютка-Н”, “Романтика-Н”, “Мста-Н”, “Тактика-320”, “LAKER Basic P 360”, “Тактика-270”, “WELLBOAT” и другие.
Сервис и уход

После применения, лодка подвергается чистке и мойке, с использованием подходящих химических средств. При этом, не рекомендуется применять всевозможные растворители, так как конструкция содержит много пластмассовых деталей. Если лодка испачкалась грязью или водорослями, то их следует убрать сразу же, после извлечения плавсредства из воды.
Перед установкой на хранение (на зиму) лодку придется опять хорошо вымыть и высушить, а все ответственные детали поместить в теплое, отапливаемое место. Для ее хранения лучше подобрать подходящее место, чтобы в нее не насыпало снега и, вовнутрь не попадала вода.
Перед спуском на воду, необходимо проверить на работоспособность все системы, связанные с электричеством.
Алюминиевые лодки более надежные, по сравнению с надувными, поэтому пользуются большой популярность. Самое главное, выбрать лодку соответственно ее назначению. При этом, алюминиевые лодки имеют один, существенный недостаток. Он заключается в том, что нужно иметь транспорт, иначе доправить лодку к месту назначения вряд ли удастся.
05.04.2017
ПРЕДВАРИТЕЛЬНАЯ СБОРКА И СВАРКА КОРПУСНЫХ КОНСТРУКЦИЙ

Сборочно-сварочные процессы состоят из нескольких основных операций: разметки мест установки деталей; первичного наведения деталей и проверки их положения; причерчивания для удаления припусков; совмещения кромок и закрепления деталей на прихватки или механическим способом; сварки швов и контроля их качества, а также некоторых дополнительных операций: тепловой резки или пневматической рубки при подгонке для удаления припусков; проверки положения и контроля установки деталей и узлов; правки конструкций после сварки.
Целью сборки корпусных конструкций является закрепление собираемых частей конструкции. Сварку соединений в конструкции выполняют в основном механизированными способами (автоматическая сварка под слоем флюса, полуавтоматическая сварка в среде С02 и порошковой проволокой, электрошлаковая, односторонняя сварка с формированием обратного шва). На всех этапах сборки и сварки выполняют проверку положения (контроль) деталей и узлов.
Рейтинг лучших алюминиевых лодок российского производства
Имеет смысл, остановится более подробно, на следующих разработках алюминиевых плавсредств.
Модель «Малютка-Н»
Эта разработка характеризуется не плохим балансом цена/качество, поэтому очень востребована. Стоимость лодки делает ее доступной для широкой категории людей. В зависимости от комплектации может стоить от 41 тыс. рублей до 44 тыс. рублей.
Основные технические данные:
- длина лодки – 2600 мм, 2900 мм и 3100 мм;
- ширина лодки – 1030 мм;
- высота бортов – 380 мм;
- водоизмещение – 0,257 т, 0,276 т, 0,301 т;
- вместительность – 2 ч;
- грузоподъемность – 200 кг, 210 кг и 218 кг;
- вес лодки без мотора – 18 кг, 20 кг и 22 кг;
- возможно применение движка, мощностью не больше 5 л.с.
Модель «Романтика-Н»

Выпускается тем же производителем, что и «Малютка», но более модернизированная и разработана под более мощный двигатель.
Имеет следующие данные:
- оптимальная длина – 2800 мм, 3000 мм и 3500 мм;
- заявленная ширина – 1120 мм;
- высота бортов – 480 мм;
- водотоннаж – 0,296 т, 0,309 т, 0,356 т;
- может вместить от 2-х до 3-х человек;
- грузоподъемность – 250 кг, 260 кг и 280 кг;
- вес лодки без мотора – 28 кг, 30 кг и 35 кг;
- допускают установку мотора, мощностью 10 л.с и не более.
Модель «Мста-Н»

Достаточно известная модификация, с повышенной грузоподъемностью и увеличенными размерами.
Основные характеристики:
- длина модели – 3000 мм, 3500 мм и 3700 мм;
- ширина модели – 1350 мм;
- высота бортов – 550 мм;
- водотоннаж – 0,354 т, 0,405 т и 0,427 т;
- вмещает от 2-х до 4-х человек;
- грузоподъемностью – 300 кг, 320 кг и 330 кг;
- масса модели без двигателя – 40 кг, 45 кг и 47 кг;
- можно установить мотор около 15 л.с.
Модель «Вятка-Профи 40»

Данный вид лодки известный многим рыболовам.
Ее свойства:
- длина конструкции – 4000 мм;
- ширина – 1400 мм;
- высота бортов – 500 мм;
- водоизмещение – 0,354 т, 0, 405 т и 0,427 т;
- вмещает не больше 3-х человек;
- грузоподъемность – 300 кг;
- вес лодки без двигателя – 90 кг;
- возможен монтаж мотора на 20-25 л.с.
Модель «FishLine 570»
Это наиболее современная, но также и дорогая лодка.
Характеризуется такими показателями:
- длиной – в 5700 мм;
- шириной – в 2200 мм;
- высотой бортов 800 мм;
- осадкой 0,35 м;
- вместительностью около шести человек;
- грузоподъемностью в 550 кг;
- водоизмещением 0,9 т;
- возможна установка мотора в 50-115 л.с.
СБОРКА И СВАРКА СЕКЦИЙ

Сборка и сварка секций корпуса и надстроек – основные процессы постройки судна. Трудоемкость изготовления секций составляет более половины от общей трудоемкости сборки и сварки корпуса.
Расчленение корпуса на секции и установка их в удобное для сборки положение определили потребность в такой технологической оснастке, которая бы создавала базовую опору и фиксировала сложные обводы судового корпуса, обеспечивала взаимозаменяемость всех изготовляемых на ней секций. Основными видами оснастки для изготовления секций являются стенды и кондукторы, снабженные различными приспособлениями и переносными средствами механизации.
Изготовление блоков секций. Для сокращения стапельных работ, увеличения объема насыщения деталями, узлами и агрегатами механического оборудования судна отдельные плоскостные или полуобъемные секции и узлы собирают (формируют) в блоки секции. К этому типу также относятся и блоки надстроек, формируемые из плоскостных секций и палуб. Сборку и сварку блоков секции выполняют на опорных устройствах типа кильблоков или «клеток» на стапельных тележках и в стапель-кондукторах. Сварочных швов при изготовлении блоков сравнительно мало, поэтому сварочные деформации незначительны.
УЗЛОВАЯ СБОРКА И СВАРКА

Наиболее простыми элементами предварительной сборки корпуса являются узлы – технологически законченные части конструкции, из которых в последующем собирают и сваривают секции или корпус судна. Узлы состоят из двух и более деталей, составляющих балочные, фундаментные, рамные и бракетные конструкции, а также листовые полотнища. Изготовление их сравнительно легко поддается механизации и автоматизации, в особенности для корпусов плоскодонных судов с большой цилиндрической частью. Для изготовления узлов, в зависимости от степени механизации, существуют следующие способы: свободная сборка и сварка; кондукторная сборка и сварка; станочная сборка и сварка; сборка на поточных линиях.
Свободную сборку узлов можно выполнять на универсальных сборочных плитах или просто на ровных площадках цеха. Целесообразность такой сборки может быть оправдана только экономическими соображениями – при очень малой серии строительства судов. В большинстве же случаев свободную сборку следует заменять на кондукторную или станочную, при которых экономия труда составляет более 40 процентов. При свободной сборке все операции выполняют вручную. При свободной сборке для качества изготовления применимы временные переносные приспособления (упоры, фиксаторы, струбцины).
Кондукторную сборку узлов, как правило, выполняют без разметки и прихватки элементов; при этом устраняется необходимость удерживать детали при наведении и проверке положения. Кондуктор – это приспособление или устройство, позволяющее закреплять детали узла относительно друг друга в нужном положении, стягивать и удерживать их от свободного перемещения во время сварки; строго контролировать геометрические параметры узла. При сборке в кондукторе уменьшаются сварочные деформации на 30 процентов по сравнению со свободной сборкой и сваркой узлов. При больших сериях строительства судов используют специализированные кондукторы, при малых – универсальные и быстро переналаживаемые.
Станочная сборка и сварка узлов является наиболее прогрессивной. Однако для ее осуществления требуются определенные условия и, прежде всего, достаточно большая серийность изделий. Станочное изготовление узлов отличается высокой производительностью, достигаемой за счет механизации операций, а также за счет совмещения сборки и сварки в единый процесс. Удельное значение механизируемых операций достигает 80 процентов, что позволяет повысить по сравнению с кондукторной сборкой производительность более чем в 2 раза.
Дорогостоящие алюминиевые лодки
Это модели плавсредств с роскошным дизайном и оформлением, где качество и изящность находятся на одном уровне. Они характеризуются соответствующими размерами и грузоподъемностью. Здесь уют и удобство находятся на максимальной отметке. Как правило, их цена гораздо выше 150 тыс. рублей. Они того стоят.
Лодки «Николь-Классик» относятся именно к таким лодкам.

Не плохими могут оказаться и разработки фишлайн.

Модель «Фишлайн 470» длиной 4700 мм и шириной 1720 мм. Лодка, грузоподъемностью 450 кг и вместимостью 5 человек.
Ее цена составляет 234 тыс. рублей.
Модель «Фишлайн 570» длиной 5700 мм и шириной 2200 мм. За нее придется выложить 480-520 тыс. рублей. Этот «лимузин» вмещает 6 человек, при грузоподъемности 540 кг.





